透明厚壁塑件在光学仪器、医疗器具、家电部件等领域应用广泛,其透明度不仅影响外观,还直接关系到产品的功能性。以下从材料选择、工艺优化、模具设计及后期处理等方面,深度解析提升透明度的核心方法。
一、材料选择:从源头把控透明度
(一)基础树脂的关键指标
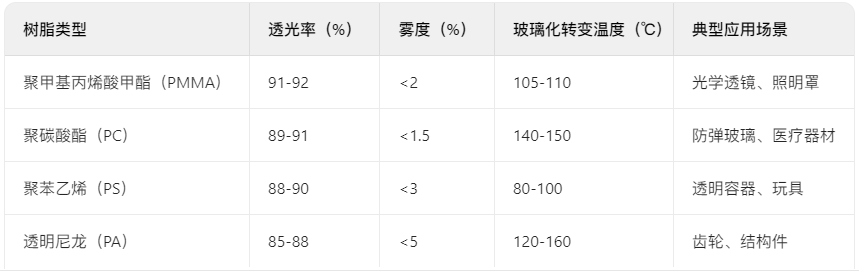
选择要点:
高纯度树脂:避免使用回收料,杂质(如金属离子、聚合物降解产物)会引发光散射,降低透明度。
分子量分布:分子量分布窄的树脂(如茂金属催化合成的PC)熔融流动性均匀,减少充模时的分子取向差异。
添加剂适配性:
避免使用含钛白粉、碳酸钙等不透明填料;
选用与树脂相容性好的抗氧剂(如受阻酚类)、润滑剂(如硅酮类),防止析出形成“白雾”。
(二)改性技术提升性能
1. 纳米填料增透
添加0.5%-2%的纳米二氧化硅(粒径<50nm)或纳米蒙脱土,通过“光学增透效应”减少树脂内部应力集中导致的微裂纹。
案例:PMMA中添加1%纳米二氧化硅,透光率提升3%-5%,雾度下降1.2%。
2. 共聚改性
PC与PET共聚可降低结晶度,提升透明性;
PMMA与甲基丙烯酸酯共聚可改善耐热性,减少高温下的黄变现象。

二、工艺优化:精准控制成型过程
(一)温度参数精细化调节
1. 料筒温度
原则:在树脂热稳定性范围内,尽量提高熔融温度以降低熔体粘度,减少充模时的剪切应力。
示例:PC成型时,料筒温度从280℃提高至300℃,熔体均匀性提升,制品透光率可增加2%-3%。
2. 模具温度
厚壁件(壁厚>5mm)需采用**梯度温控**:
型腔表面温度:提高至树脂玻璃化转变温度以上(如PC模具温度80-100℃),延缓表层固化,减少内部应力;
冷却管道布局:采用螺旋式或隔板式结构,确保制品内外冷却速率一致,避免因温差产生内应力条纹。
(二)压力与速度协同控制
1. 注射压力
采用“分段压力控制”:
高速充模阶段(填充型腔80%前):压力80-120MPa,快速压实熔体;
保压阶段:压力降至50-70MPa,持续补缩,防止厚壁中心产生缩孔(缩孔会引发光折射)。
2. 注射速度
避免高速注射导致的熔体破裂(产生银纹),建议采用**变速注射**:
前段:50-80mm/s,快速充满流道;
后段:20-40mm/s,平稳填充型腔,减少分子取向。
(三)冷却时间优化
厚壁件冷却时间占成型周期的60%-70%,需通过**CAE模拟**确定最佳冷却时间:
目标:制品中心温度降至玻璃化转变温度以下,避免脱模后内部应力松弛导致的尺寸变形和光学畸变。
案例:10mm厚PC制品,冷却时间从40s延长至60s,雾度从4.5%降至2.8%。

三、模具设计:消除光学缺陷的核心
(一)流道系统优化
1. 主流道与分流道
采用大锥度设计(锥度3°-5°),减少熔体滞留;
分流道截面优选圆形(直径8-12mm),避免梯形或U型流道因熔体滞留导致降解。
2. 浇口设计
厚壁件优先选用**扇形浇口**或**潜伏式浇口**:
扇形浇口:宽度占型腔宽度的60%-80%,厚度0.8-1.2mm,使熔体均匀充模;
潜伏式浇口:避免浇口痕迹影响透光,需注意浇口角度(45°-60°)和抛光度(Ra<0.2μm)。
(二)型腔表面处理
1. 镜面抛光
型腔表面粗糙度需达到Ra≤0.05μm,采用金刚石研磨膏配合超声波抛光,消除微观划痕(划痕会引发光散射)。
2. 表面涂层技术
镀类金刚石(DLC)涂层:硬度达2000HV以上,减少熔体充模时的摩擦阻力,同时提高抗腐蚀性能(适用于含阻燃剂的树脂)。
四、后期处理:二次改善透明度
(一)退火处理
目的:消除成型内应力,减少光程差导致的双折射现象。
工艺参数:
温度:树脂玻璃化转变温度以下10-20℃(如PC退火温度110-120℃);
时间:壁厚每1mm处理30-60min,随炉冷却至室温。
效果:PC制品退火后雾度可降低1.5%-2.0%,透光率提升1.5%-3%。
(二)化学抛光
适用材料:PMMA、PS等耐溶剂性较好的树脂。
工艺:将制品浸入含甲基丙烯酸甲酯单体的溶剂(如三氯甲烷与乙醇混合液)中,腐蚀表层0.01-0.05mm,填补微观缺陷。
注意事项:需严格控制处理时间,避免过度腐蚀导致厚度损失和光学畸变。

五、常见透明度缺陷及解决策略

六、前沿技术:透明注塑加工的未来方向
1. 微纳结构表面成型
通过模具表面激光雕刻微米级棱镜、透镜阵列,使制品表面具备光学功能(如导光、散光),同时保持高透光率。
2. 超临界流体辅助注塑
在熔体中注入二氧化碳或氮气,形成均匀微孔结构,降低制品重量的同时,通过微孔的“光漫反射”效应调控透明度(如半透明灯罩的柔光效果)。
3. 在线检测技术
安装激光透光率测试仪,实时监测制品透光率,自动调整工艺参数(如模温、冷却时间),实现闭环控制。
总结:提升透明厚壁塑件的透明度需从材料、工艺、模具及后处理全链条协同优化,关键在于减少内应力、控制结晶度、消除微观缺陷。随着光学性能要求的不断提高,结合数字化仿真(如Moldflow)和智能装备(如伺服电动注塑机)的精准控制,将成为未来透明注塑技术的发展核心。

把您现在遇到的问题告诉给我们,我们来帮您解决!

技术支持:米可网络